Production of lightning glass enables the creation of infinite number of shapes and forms of lampshades. It is only possible if the glassmakers are well-trained, versatile and creative. Due to exceptional staff and long-lasting traditions, we can create sophisticated patterns, even in small amounts, as well as offer helpful guidelines in order to improve already existing projects.
Lampshades
There is a wide range of lampshades that can be included in the lightning glass category; beginning with all kinds of electric lamps and ending on chandeliers, gas and oil lamps.
Lightning glass is produced from colourless glass mass, and even more often from adulterated glass. Most of the products are tri-layer, hand-made and formed by the method of coating the adulterated glass with colourless, transparent one.
The technique of blowing out the glass includes shaping the glass mass by air pressure acting inside of the portion of it. The characteristics of the material are skillfully used and, at the same time, the acting of certain outside forces applied to the glass portion are exploited. Blowing out is the most universal method of shaping the glass mass and allows to create products in various forms, sizes and predestination.
Versions
Our factory produces glass in three standard, most popular versions:
- transparent glass
- opal triplex glass
- opal triplex matt glass



Division
Depending on the way the light acts, we distinguish between lightning products permeable for, converging, dispersing and dimming the light.
As far as the colour is concerned, there is a division between colourful and colourless glass.
The classification relying on the amount of light let through consists of transparent, clear and unclear glass.
At the moment the division to ordinary (the ones that let light through and protect its source), decorative (the ones that let light through and decorate the lamp) and representative products (the ones that decorate the source of the light in a striking and impressive way) is the most popular one.
We also distinguish between open, half-open and closed products (depending on the lampshade shape) as well as smooth, mat and decorated ones (depending on the type of the surface).
A further classification to lampshades with screw connection, the ones with an opening without the edge, with the flourished edge, with the collar edge and the ones with cylindric edge depends on the way the lampshade is linked to the frame. As far as the work technique and the tools used are concerned, there are four ways to blow out the products:
- Manual production
- Semi-automatic production
- Ironing Centrifuge production
Manual production




The manual technique of blowing out the glass products relies upon executing these basic activities:
1. First, by the warmed up tip of the blowpipe, a small amount of glass mass (a drop) is scooped; then it is rolled on the cast iron plate. Afterwards, an air sac is blown out of it (a bubble), followed by coating of the bottom layer of the bubble by the proper portion of the glass mass.
2. After being taken out of the furnace, the glass portion scooped by the blowpipe is rolled on the cast iron plate in order to gain concentricity with the pipe. The portion applied on the bubble is moved to the pitchfork by the trough, where it is properly formed through rolling on a wooden, wet swage. This allows for the portion to acquire its desired shape; then it cools down, but retains the stickiness suitable for the subsequent stages of the production.
3. Once the initial shaping of the glass portion is over, the bubble is blown out by puffing the air through the mouthtip of the blowpipe.
4. The final shape is created only by blowing out, with the usage of a special form (forming). If the product is to have the shape of the rotary solid, the blowpipe is turned by both hands during the blowing, which causes the glass portion to turn inside of the form. Due to this particular practice, the surface of the glass becomes smooth and shiny (blowing out with turning). If, however, the shape of the product is not to be a rotary solid and the portion cannot be turned inside of the form, it is blown without being moved (blowing out silently).
5. Once the forming of the product is done and the glass mass is sufficiently solidified, the creation is separated from the tip of the blowpipe by touching the tip with some water. The detached shape is placed on a special table and then, after it is fully solidified, it is moved to unwind.
Semi-automatic



Semi-automatic production involved usage of a certain pneumatic device, which substitutes compressor and vacuum pump for human lungs when blowing out is concerned. This particular machine consists of an iron table, where the pre-form and the ultimate form are placed. Both of the stands are eqiupped with a necessary penumatic installation and with valves, manually regulated by the staff.
Ornaments
Ornamentation during production
Glass can not only be decorated after the end of the production process, but also during being formed. This particular type of ornamentation is called hot decoration. Most often used are:
- alabasters
- crackles (frozen glass)
- air bubbles
Hot dyed


“Hot dyed” glass in two colours, champagne and smoke. This effect is achieved by adding a special coloured layer, directly on the glass workshop, once the shade is formed.
Glass wares adorned with this technology are resistant to the atmospheric conditions.
Alabasters



Ornamentation with the usage of alabasters involves scooping of a small amount of glass mass and, immediately afterwards placing the bubble in the powder. Once fully covered in a colourful powder, the bubble is turned in the form, which aims to help the powder become fully joint with the mass. Then the bubble is warmed up, a portion of glass mass is scooped needed to create a full product and basic stages of glass production are followed.
With this particular technique we acquire creations with colourful smudges on the inside of the glass. For this method the glass mass used needs to be transparent and clear.
Crackle
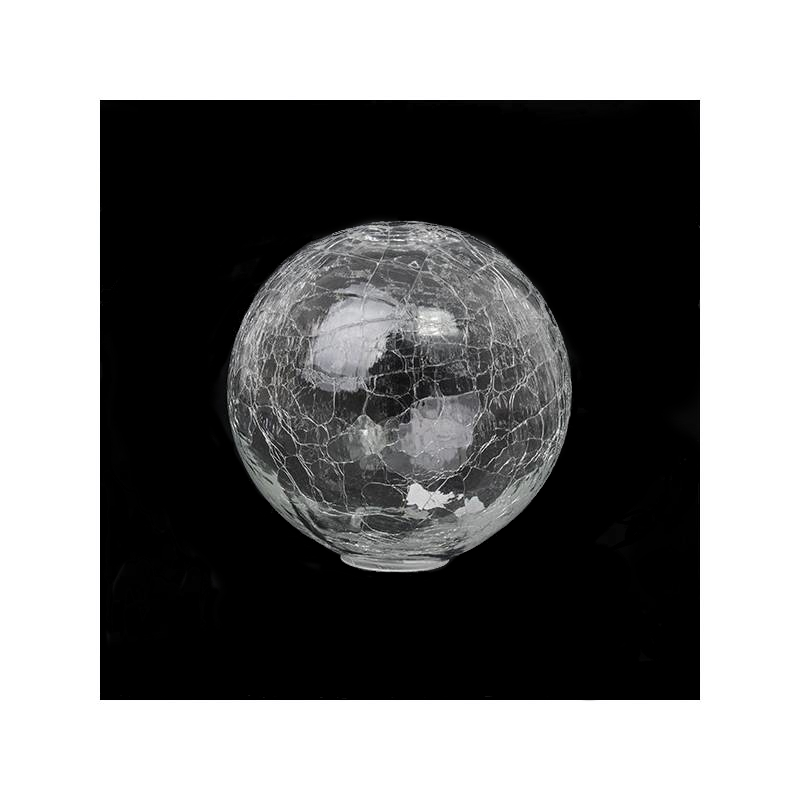


The adornment of glass surface crazing is usually called “crackling”, or “freezing” in the glassworks jargon. This is achieved by making tiny, shallow and irregular cracks on the formed glass layer. This adornment is appropriate for colourless and coloured glass wares, and the extent of its use by the production of thick-glass products is unlimited.
Air bubbles
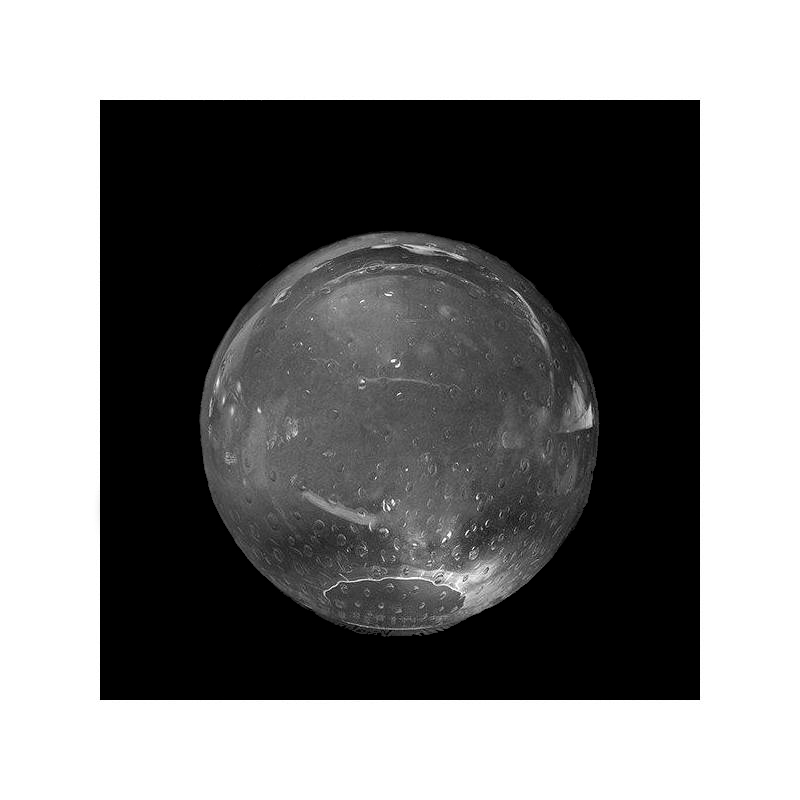


This decorating method involves creation of air bubbles in the walls of glass products, called dew drops. A certain amount of air is entered into the walls, which, after the end of the process, is clearly visible on the surface.
Matting



Matting is a technological method used to make the surface of the glass disperse the light regularily. Such a phenomenon is caused by the micro-inequalities created on the surface of the glass which, losing its natural smoothness and shine, becomes more or less rough. Thanks to such an exterior the glass loses its shine, becomes matt and non-transparent, even though it still lets the light pass. Matting is used in order for the lampshades to disperse the light in a regular way. The effect of this technique relies mostly on creating the feeling of discretion and delicatness. Additionally, after matting, the shapes of the glass are more expressive. There are three methods of matting:
- Chemical matting
- Mechanical mating (Sand matting)
- Painting (Satinage)
1. Chemical matting
It uses the corrosive effect of hydrofluoric acid in such a way that there are numerous, regularily placed micro-cavities appearing on the glass surface.
2. Mechanical matting (Sand matting)
It involves chipping of small particles from the surface of the glass by using the kinetic energy of sand grains or other grinding powders. As a result, the surface becomes rough, harsh and intensely disperses the light.
3. Painting (Satinage)
A layer of concealing paint is applied in order to create a slight roughness of the glass surface, which causes dispersing of light. This method of matting requires the product to be scorched in an appropriate temperature after being painted.
Painting



Painting of the glass involves applying a number of paint layers on the surface, creating colourful coats (more or less adjoining to the glass). Such a layer may cover the whole surface, or only its part, creating various patterns and shapes. Painting allows us to produce a wide range of decorations and numerous effects. Depending on the type of products, amount of the series and kinds of the pictures, there are three ways of painting the glass:
- Manual method (Painting)
- Spray painting
- Decal method
1. Manual method (Painting)
The paint is applied with a brush or other painting devices. This particular technique can produce any pattern required. Afterwards, in order to strenghten the design, the glass should be scorched in a certain temperature, depending on the type of paint used.
2. Spraying method
This technique involves applying the paint layers by showering them with the usage of air under pressure. It requires a stencil or a template, which allows for creation of many products in a short time. Afterwards, the glass is also to be scorched in a temperature depending on the paint used.
3. Decal method
Decal is a way to transfer colourful patterns from paper to glass. The required design is cut out of a piece of paper and dipped in water. After it is soaked, the copies are put on glass in a particular place and carefully pressed with a tampon to the surface in such a way that there is no air and not too much water between the copy and the glass. After the copies become dry, the glass is scorched in a certain temperature depending on the type of decal used.